

案例|上海竹园污泥干化焚烧工艺设计
发布时间:2017/01/23 点击量:
1 总体设计
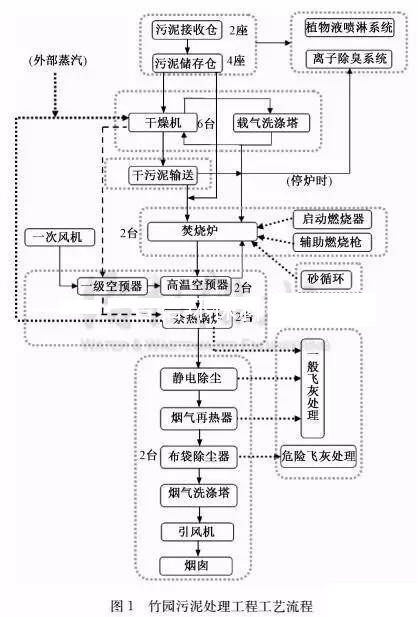
本工程主要包括污泥接收和储运系统、污泥干化系统、污泥焚烧系统、余热利用系统、烟气处理系统、公辅系统等,主体工艺流程见图1。
2 污泥接收储运系统
4座污水处理厂的脱水污泥通过卡车运输至本污泥处理厂区,经物流出入口的地磅称重计量后,卸载至4座地下污泥接收仓,每仓有效容积30m³。污泥由接收仓底部的4台柱塞泵分别输送至4座污泥储仓,储仓总有效容积1500m³,可储存2天进厂污泥量。储仓下共设8台污泥输送泵,其中6台螺杆泵与6台干化机一一对应供泥,2台液压柱塞泵将剩余部分湿污泥直接输送至焚烧炉前的混合进料螺旋。
3 污泥干化系统
本工程共配置了6台四轴桨叶式干化机,单台换热面积为200m²。桨叶式干化机适用于高粘度物料的干化,它能够直接跨越污泥粘滞区,产出含固率60%以上的干污泥,便于采用皮带、螺旋等简单的方式进行输送。桨叶采用了特殊的齿合设计,叶片之间具有自清洁功能,防止污泥在受热面板结影响传热效率。国内污泥含砂量高,对设备磨损严重,因此对桨叶进行了100%碳化钨耐磨喷涂。
在干化机空心轴、桨叶和夹套中通入0.5~0.8MPa饱和蒸汽,湿污泥从干化机一端进入,在干化机内以推流形式缓慢前进并逐渐被干化和破碎,最后半干污泥从另一端排出。干化机内通过循环载气(空气)将机内水分快速带走,同时保证干化机内部处于微负压状态。排出的湿载气温度在85~90℃,经过洗涤塔洗涤降温至40~50℃并脱除水分后,80%送回干化机循环使用,剩余20%送入焚烧炉作为焚烧二次风,同时载气中有机成分被高温分解脱除臭味。采用直接洗涤方式,洗涤水采用污水处理厂处理尾水,冷凝液排放至污水池后经提升返回污水处理厂处理。
干化热源主要来自余热锅炉产生的蒸汽,不足部分引入外高桥发电厂的蒸汽。外高桥蒸汽用量取决于污泥的含水率和热值。冷凝水经换热器降温后,进入除氧器除氧后返回锅炉系统。
4 污泥焚烧系统
焚烧炉是整个工程的核心。本工程设置2台鼓泡流化床焚烧炉,每台焚烧炉直径7.3m(外径),高度14.8m,立式圆柱钢壳体,内有耐火材料及保温材料衬里,外设保温夹套,每台焚烧炉额定热负荷12.35MW。焚烧炉自下而上依次为锥底、流化区、自由燃烧区。焚烧炉布风采用布风管形式,设于砂床下部,布风管向下开孔,通过焚烧炉锥形底部的反射作用将砂床流化。每台焚烧炉床层上部设置两套启动燃烧器用于焚烧炉启动时升温,每套负荷12000MJ/h,使用轻柴油作为燃料;底部设有辅助燃烧系统,每台焚烧炉设8个喷油枪,用于运行中炉温的调节。焚烧炉顶部设有冷却水喷枪和喷尿素系统,用于防止焚烧炉超温和减少氮氧化物产生。
干化后含水率40%以下的污泥经皮带机和链板机输送和提升,再经螺旋分配至4个干污泥缓存仓,每个缓存仓容量12m³。缓存仓下设置计量槽对干污泥进行称重后,进入焚烧炉前的混合进料螺旋,与剩余含水率80%左右的湿污泥混合后进入焚烧炉焚烧,混合污泥含水率为60%左右。污泥进入流化床后被剧烈扰动状态的灼热床料打磨、迅速破碎并均匀分布到砂床内,并与空气充分接触,实现污泥稳定和完全燃烧。砂床静止时厚度约1.5m,流化时厚度约2.5m,石英砂平均粒径在0.3~0.5mm。设有砂循环系统,根据砂床高度和床砂品质的变化进行补砂或换砂操作,一般不需排渣,热损失较少。
焚烧炉设一次和二次供风系统。设置2台一次流化风机,配置能力16744Nm³/h每台,出口风压35kPa,额定工况单台焚烧炉供风量12150Nm³/h。一次风包括全厂收集的臭气和焚烧炉夹套中抽吸的热空气,首先经过一级空气预热器与干化机蒸汽凝结水换热,将温度升高至80℃左右,再经过焚烧炉出口烟道上的二级高温空气预热器,与焚烧产生的热烟气换热,温度升高至300℃左右,从砂床下部的布风管进入。二次风来自干化机循环载气,直接通入焚烧炉自由燃烧区,确保完全燃烧,额定工况风量3075Nm³/h。
与一般焚烧系统设计相比,本工程焚烧系统设计有如下特点:
(1)鼓泡流化床焚烧炉是目前污泥焚烧使用最多的形式,其最大的特点是底部的流化砂床有着相当大的热容量,最适用于像污泥这种低热值、高含水率、性质波动大、且难以引燃和燃尽的低品质燃料的燃烧。能够实现污泥自持燃烧,当供泥稳定时焚烧炉不需要添加辅助燃料。
(2)布风管和反射锥设计形式简单、维修更换方便,焚烧炉内部无活动部件,既保证了砂床的流动均匀性及合理的粒径分布,又避免了对布风装置的磨损和堵塞,炉渣和结块也容易从炉底排出。
(3)焚烧炉外部设置了夹套,通过抽吸夹套中的热空气作为一次风,然后利用干化冷凝水余热对一次风进行预热,高效利用能源的同时确保焚烧炉表面温度满足低于50℃的规范要求。
(4)全厂的设施设备通过臭气收集系统的抽吸形成负压,防止臭味扩散。臭气作为一次供风,部分干化不凝气作为二次供风,通过高温焚烧的方式实现高效除臭。
(5)污泥采用后混方式入炉,相对于不后混的方式,可以避免污泥含水率在粘滞区附近造成输送困难的情况,同时可以通过干湿污泥配比的调节,灵活应对污泥含水率波动和热值季节性的变化,实现污泥自持燃烧和节能。
5 余热利用
焚烧烟气经过高温空气换热器后温度变为760℃左右,然后进入余热锅炉。设置2台余热锅炉,每台蒸汽产量8 t/h,将污泥焚烧烟气中的热量转化为压力8bar(1bar=0.1MPa)、温度175℃的饱和蒸汽,供干化使用。考虑到流化床焚烧烟气中含尘量较高的特点,余热锅炉采用单锅筒膜式水冷壁形式,设置蒸汽吹灰器,在保证高效的同时具有初步降尘的作用。余热锅炉出口烟气温度降低至260℃左右,热能得到有效利用。
6 烟气处理系统
本工程配套2条烟气处理线,余热锅炉出口的烟气依次通过静电除尘器、布袋除尘器、洗涤塔并经再热器后达标排放。
烟气首先进入静电除尘器,可去除95%以上的飞灰。静电除尘器收集的飞灰通过气力输送至飞灰仓,加湿后作为一般固体废物外运处置或利用。
在袋式除尘器前的烟气管道中喷入粉末活性炭,用于吸附烟气中的Hg等重金属以及二恶英等有机化合物。活性炭中添加石灰以惰化活性炭防止其燃烧和爆炸,混合比例1∶10。布袋除尘器捕集的飞灰通过气力输送至废料仓,作为危险废弃物,委托专业单位外运处置。
经袋式除尘器处理后的烟气进入烟气洗涤塔下部,先进行脱酸处理。采用NaOH作为吸收剂,吸收烟气中的HCl、SOx等酸性气体。塔内设有填料,洗涤液由泵循环。脱酸后的烟气进入洗涤塔上段,进一步降温和除湿。
为防止烟气排放时产生白烟,设计了烟气再热工艺。经静电除尘器处理后的烟气进入烟气再热器,与洗涤后的冷烟气换热,热烟气温度由226℃降至170℃,然后进入布袋除尘器。而冷烟气则从50℃提升至105℃以上后高空排放,烟囱高度50m。
本工程设有烟气在线监测系统(CEMS),对烟气流量、温度、压力、湿度、氧浓度、烟尘、氯化氢(HCL)、二氧化硫(SO2)、氮氧化物(NOx)、一氧化碳(CO)、氟化氢(HF)和二氧化碳(CO2)等参数进行实时监测和控制,检测结果同时上传政府环保监管平台。
7 主要工艺控制
干化系统主要控制污泥干化量和污泥干度两个参数。通过干化机进泥管道上设置的电磁流量计反馈信号变频控制污泥螺杆泵,实现湿污泥给料速率的控制。出泥干度通过升降干化机出口处的堰板,以调整污泥在干化机内的停留时间来实现。干化机尾部设有温度探头,当内部温度超过160℃时,自动喷水降温以保证干化系统运行安全。载气风机使干化机内形成-(100~500Pa)微负压,微负压控制通过压力探头反馈信号,自动调节载气风机出口返回干化机和至焚烧炉两条分支管路上的电动调节阀开度实现。
焚烧炉正常运行时自由燃烧区温度控制在850~900℃,当炉温低于850℃时,启动底部的辅助油枪系统;当温度超过900℃时,启动顶部喷水设施。焚烧炉不同高度设有6个温度探头,炉温检测信号反馈至中控温度自动控制模块,通过计算给出干、湿污泥投加速率和比例,实现炉温自动调节,使污泥在一定的温度波动范围内自持燃烧。焚烧炉的湿污泥给料控制通过变频污泥泵来实现,干污泥给料量通过计量槽下部变频螺旋来控制。额定工况下每台焚烧炉干污泥给料量设定值为4.646t/h,湿污泥给料量设定值为4.306t/h。焚烧炉出口烟气氧含量控制在6%~10%,通过调节一次风机进口挡板来调节一次风量,实现过剩空气率控制。焚烧炉正常运行时通过上述3T+E技术,即燃烧温度、停留时间、混合程度、过剩空气率的控制,来实现稳定燃烧和减少污染物排放。
炉内压力通过压力仪表反馈和引风机变频器控制电机转速进行,维持在-(0.5~1.0)kPa微负压状态。当炉顶压力超过2 kPa后,急排烟囱自动开启。
通过仪表检测洗涤液pH自动调节NaOH投加量。洗涤液pH一般设定在7左右。可根据烟气在线监测仪表反馈数据,调整洗涤液pH,确保烟气排放中的二氧化硫等酸性污染物指标在安全范围内。
